This project was carried out for a large bakery facility, with each stage of the installation completed sequentially over a period of several years. The result is a sophisticated pneumatic conveying system capable of handling several flour types alongside a range of minor ingredients. The system was engineered to support the bakery’s growing production demands while maintaining precision dosing and full ingredient traceability.
Bread Line Project
Application
Bread manufacturing
System type
Vacuum conveying
Components
8
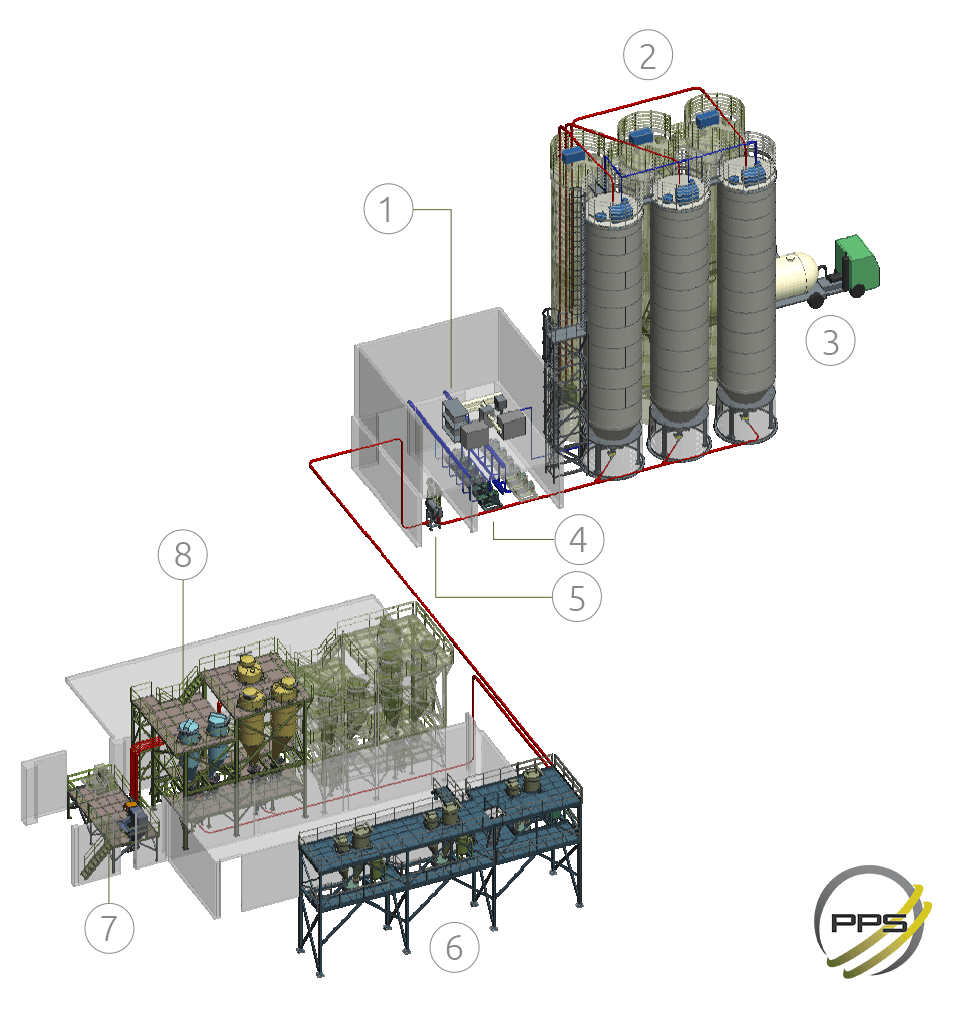
Project overview
Project configuration
Flour is received by bulk truck delivery and pre-sifted upon intake. Each flour type is conveyed through clearly labelled pipelines fitted with individual control switches, and stored in dedicated silos mounted on triple-point load cells. Silo levels and weights are monitored in real time through an HMI display, giving operators full visibility of ingredient inventory at all times. Flour is then conveyed via vacuum through a rotary sifter and inline magnetic separator before being transferred to a weighing hopper positioned above each mixer.
Minor ingredients are introduced through a bag tipping station, passed through an inline sifter and magnetic separator, and stored in dedicated indoor silos assigned to each individual ingredient type. This segregated approach ensures full recipe integrity and prevents cross-contamination between ingredients throughout the handling process.
Project equipment
- Small bag tipping system
- Dehumidification system
- Flour silos and storage system
- Flour material handling system
- Minor ingredients handling system
- Vacuum pumps
- Rotary sifters
- Flour minor ingredients and water mixing
Project notes
Several of the minor ingredients used in this bakery are hygroscopic in nature, meaning they absorb moisture from the surrounding air. To protect ingredient quality and ensure consistent powder flow, dehumidification is applied to both the conveying air and the storage environment. All minor ingredients are pre-weighed centrally at the bag tipping station and then vacuum conveyed to the weighing hopper above each mixer. Each batch is automatically checked against tolerance thresholds before the mixing cycle is released, ensuring accurate recipe compliance throughout production.
Looking for a solution like these?
Speak to our team about your powder handling or conveying requirements.