We supply and integrate sifting and magnetic separation equipment designed to work within pneumatic and mechanical conveying systems, removing oversize particles, soft agglomerates and ferrous contaminants before they reach downstream processes.

Safety and Quality
Protecting product purity and plant safety are not separate concerns in powder handling. Every transfer point, every conveying line and every storage vessel is a potential source of contamination or, in the wrong conditions, an ignition risk. We integrate product protection and safety equipment into every system we engineer.
Product protection equipment

Rotary sifters
High-throughput centrifugal screening for inline integration with vacuum and positive pressure conveying lines. Rejects hard lumps and tramp material while classifying particle size.
Key Capabilities
- Inline pneumatic conveying design
- Up to 90+ tonnes per hour
- 30-second screen changes
- Hygienic cantilever design
- Food, dairy and pharma grades

Vibrating sifters
Gyratory vibration pattern from centre inlet to perimeter discharge. Fully enclosed dust-free operation for hygiene-critical environments.
Key Capabilities
- Dust-free enclosed operation
- Multiple screen decks available
- Low power consumption
- Tapping ball cleaning option
- Sanitary grade stainless steel
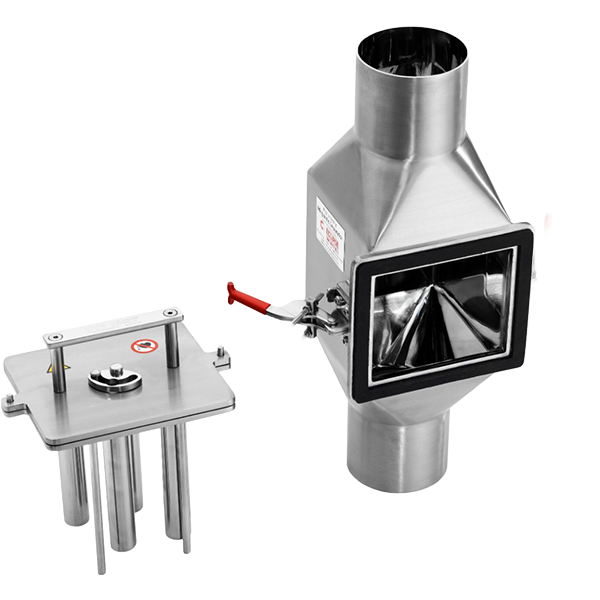
Magnetic separators
Inline rare earth neodymium cartridge removes ferrous and paramagnetic contamination from pneumatic conveying lines, including sub-micron sized particles.
Key Capabilities
- Lean and dense phase conveying
- ±1 bar pressure rating
- 7,000 to 12,000 Gauss
- FDA-approved silicone seal
- 316 stainless steel throughout
ATEX and explosion safety
Fine powders suspended in air form explosive atmospheres. In pneumatic conveying systems, dust concentrations can reach ignitable levels during normal operation. ATEX compliance is a legal requirement for equipment and systems operating in potentially explosive atmospheres. Pneu Powders Systems supplies and integrates the full range of explosion safety equipment required to bring your facility into compliance.
Explosion relief vents
Passive venting panels that open at set overpressure, releasing explosion energy safely away from personnel and critical equipment.
Quench valves
High-speed valves that close automatically on a spark detection signal, isolating sections of the conveying line within milliseconds.
Ground monitoring systems
Continuous earthing monitors that verify correct grounding and alert operators when earth continuity is lost.
Discuss your safety and quality requirements
Whether designing a new system or reviewing an existing installation, our team can advise on the right combination of product protection and explosion safety equipment for your application.